Byrkeknott
or Kyrkeknott1
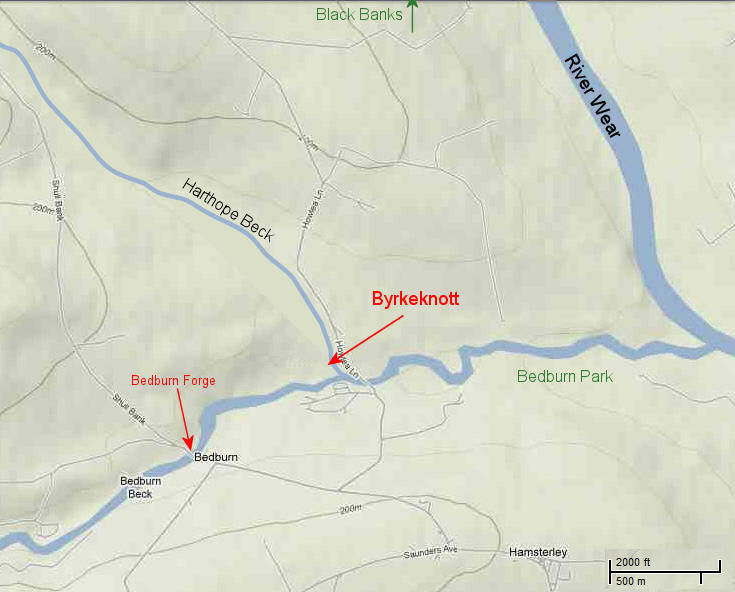
Byrkeknott or Kyrkeknott was the site of a medieval iron smelter in South Bedburn, County Durham. Originally assumed to have been at the site of the 19th Century Bedburn Forge, it was subsequently established by archaeological investigation to have probably been located at Harthope Mill, 1km north-west of Hamsterley and 20 km west-south-west of Durham. (Ordnance Survey Grid Reference NZ 10846 32201)
Two notable small wooded hills to the west of Harthope Mill and to the north of Bedburn Forge are even today known as West and East Knotty Hills.
There are suggestions that smelting at Harthope Mill developed over a longer period that the snapshot provided by the 1408 accounts. Tylcote identified 12th century cinders 200 yards to the south of Harthope mill and analysed the slag inside the mill as having "a slightly higher silica content than the slag found in the [mill race] bank, and it suggests a higher temperature and a more powerful blast" - ie one phase of operation provided slag that was used in the building/enhancing the mill race bank. This was then followed by operation with an improved furnace.
There are two minimum requirements for such a smelter - a source of ore and a source of fuel. A third input, water power to assist the process, was provided by the Harthope Beck.
The smelter would not have been the only one operating in Weardale at the time 5 but the documentary record of its building and week by week accounts in 1408 is thought to be unique.
The iron ore would have been local Weardale ironstone - iron carbonate formed within the limestone measures. It is known as clay band ironstone or, if there is a high bitumenous content, black-band iron stone. The ore was supplied by Ralph de Eure from Rayley (probably Railey Fell), Hertkeld (in Witton) and Morepytt (in the vicinity of Morley?). The ore would have required 'roasting' prior to being smelted but this could have been done conveniently at the mine since coal, which is suitable for roasting but not smelting, would have been available at the same location as the iron mine. According to Tylecote some of the ore nodules found at the site had been roasted, some not.
An immediate question is why the bloomery was not sited in the Gaunless valley at the source of the iron ore. However earlier/other bloomeries may have exhausted the wood in the Gaunless valley and the Bishop may have been relying on closer mines at Witton (Hertkeld) and Toft Hill.
The fuel was charcoal made within Bedburn Park and Black Banks.
The water from Harthope Beck, delivered via a stone-lined leat, would have been used to drive an overshot (or undershot?) wheel. There was a 15 foot head of water. This was almost certainly used to operate the bellows for the blomeharth and the stryngharth.
Various commentaries have suggested that there would have been an intermittent supply of water from the Harthope Beck (thus justifying additional labour for the bellows). This is not supported by observations of the Harthope Beck which neither dries out in summer nor freezes in (20th century) winters.
Old iron slag was collected from Hoppyland - north of Bedburn Forge on the above map - for use during the tempering of the iron. Apparently it would have removed phosphorus impurities from the ore. 2
Tylecote suggests that there would have been two hearths, one either side of the water wheel (because of insufficient room). However there appears to have been only one pair of bellows - these could not have serviced two such hearths. Perhaps either both hearths were to the north of the water wheel or the strynghearth was manually blown.
Output
The output of the blome hearth was a blome, or bloom, of spongy iron which weighed around 15 stone (of 13 lb) -- i.e. 88 kg according to Lapsley {where is this stated?}. (Cleere estimated the output of a primitive/Roman blomehearth at 20kg). The blome hearth could produce one blome a day. It was then necessary to 'work', i.e. hammer, the blome in a second furnace to force out the impurities in the form of a molten slag. (The melting point of the slag was lower than the melting point of the iron).
Lapsley 'Average two tons/week' (p513), ie 2000kg/week - say 400kg/day. This seems very high. The accounts seem to indicate a maximum of 6 blomes/week, ie 530 kg/week.
Personnel
| John Dalton | Iron Master | In charge of the bloomery. Only mentioned at beginning and end of the account. Holds lands in West Aukland in 1382 (Boldon Survey). |
| John Gylle, Gille |
Blomesmyth, or Smythman |
Operated the blomeharth, i.e, in charge of the smelting. Paid 6d. per blome of 15 stone. And wife. [Servant, personal name Gille, Giles] |
| John Logge, Loge | Faber | 'Worked' the blome to extract the impurities at the stryngeharth. Paid 6d. per blome plus 1d. per blome to cut it into useable strips. |
| Thomas
Whenfell, Wynfell, Whynfell, Whynfelle, Whenfeld, Whynfeld, Wenfell |
Forman | And wife |
| John Mody | Colier | Charcoal maker. Makes charcoal in Bedburn Park and Black Banks and delives to bloomery.Paid two shillings per dozen horseloads of charcoal delivered. |
| Thomas Chyld alias Blakamore | ||
| Roger Colly | Carpenter | [Swarthy, black-haired] |
| Robert Hopynland, Hoppynland | And wife. [Hoppyland] | |
| John Symmesone | [Son of Simon] | |
| John Kyllingham | ||
| Johm Dykesone | [Richard's son] | |
| Thomas Gylle, Gille | Carpenter | |
| William Preston | ||
| John Crowe | ||
| John Colersowe | ||
| John Falderly | [William de Falderley, Long Newton, 1299. Falderley felde 1442; Richard of Falderle 1208-1210] | |
| John Fardele the younger | ||
| John Smyth de West Aukeland | ||
| Ralph de Eure | ||
| Ralph Sclater | [Slater] | |
| John Felanceby | ||
| William de Cowton | ||
| John Laybourne | Colier | [From Leyburn, N. Yorks.?] |
| Thomas Rose |
The Account Roll of a Fifteenth Century Ironmaster
The English Historical Review Volume 14 1899 pages 509-29 contains a transcription in Latin of the original record by G.T. Lapsley:-
Account Roll of an Iron Master 1408
English Historical Documents: Edited by A. R. Myers: Eyre & Spottiswoode 1969 pp1005-1008
is an English translation of the first section of the above Latin document.
The Location of Byrkeknott (Not published for reason of copyright)
Journal of the Iron and Steel Institute Volume 194 1960 page 451-458 Tylecote
Notes
1 Some later articles refer to Kyrkeknott rather than Byrkeknott. It appears Tylecote adopted the latter spelling in 1961 and subsequent authors have followed him. However in 1962 Tylecote reverts to Byrkeknott - but this may have been prepared before 1961.
2 "England in the age of Caxton" Geoffrey Hindley Granada 1979
p90 "The first advance was the gradual
introduction of water powered bellows. Even in the simple bloom
hearth process then used, temperatures of 1400 degC were needed
and the high quality bellows for this were the most expensive
part of the iron-masters equipment ...
.. lower wing of the bellows against the upper fixed wing and so
compressed them. From figures calculated for a bloomery at
Byrkeknott in County Durham, we know that an efficient master
could increase output by as much as tenfold with such
equipment."
p91 "Rich in basic ferrous silicate, it
combined chemically with the phosphorous impurities in the ore.
The master at Byrkeknott got his from the nearby prehistoric
site of Hoppyland."
3 In one respect the analyses of ore and slag from Harthope Mill do not agree; this is in regard to manganese. The ore which was found on the site only contained small amounts of manganese (0.88%), which is a characteristic of nodular ores in general. Yet the slags contained from 2.44-6.73% MnO, which suggests that material from another source was added to the smelting charge. In a field some 250 yards away from this site was found some cinder datable to the 12th century, and therefore to the same period as High Bishopley.13 During this period bog iron ore was used which has an MnO, content of 15.5% and which yielded slags of similar manganese content. It is suggested that such slags were found somewhere in the Hoppyland area, near Harthope Mill, and used in the process. It is not expected that the result would modify the iron in any way as under normal conditions manganese is not reduced in the bloomery process, and therefore would not be taken into the iron itself (see analyses in Tables 81 & 85). But it would improve the yield of iron slightly and might have a good effect on the free-running characteristics of the slag. The yield could be improved by taking low silica slags with say 20% SiO2, and raising the smelting temperature from the minimum of 1150° C to about 1250° C so that the slags are capable of absorbing more silica, raising the total to 30-35% SiO2. The manganese content might lower the melting point, and in this sense act as a flux. Since high manganese fayalite-type slags are not used in modern processes, little is known about them and further work is required to solve this problem.
Metallurgy in archaeology: R. F. Tylecote - 1962
4 The forge was probably the one 'in Bedburn Park' being worked by William Blirthorn c1440
The account of the bishop's chief forester
about 1440:-
"Concerning the farm of the iron-forge (forgei ferri)
of Redgate in Hamsterleward which was wont to return £6 13 4d
nothing here because no forge exists there. Nor concerning the
farm of the iron mine of Weardale which was wont to return 26s
8d annually, because Lord Latymer ought to make return in
respect thereof on account of a certain agreement as to it made
between him and the lord (bishop). Nor of the forge within the
the park of Bedburn because it is worked by (occupatur)
William Blirthorn on a lease from the seneschal. Therefore the
seneschal should make return in respect thereto."
Eccl. Com. Mins. Acts 190030 for the first and second years of
Bishop Neville
(Victoria County History: County Durham, Volume 2 (London
1907), 354)
5 "The survey of charcoal pits in Upper Teesdale by Tom Gledhill has greatly enhanced the understanding of the industry in the region: he identified over 340 charcoal pits and 34 bloomeries." Gledhill, T. 2002. Investigation of Early Iron Working in Upper Teesdale Phase 1: Survey of Charcoal Pits Unpublished Assessment Report (not seen)
A similar frequency of bloomeries could be expected in Weardale.
6 The Journal of the Iron and Steel Institute: Volume 198 >12pp?, 149 - ?
bell-pits Rowntree Farm
Bog-iron was also worked at High
Bishopley (Durham) (Atkinson 1974, 282)
At Byrkeknott (Lapsley 1899), where there was a furnace
and a smithing hearth using water power, the documents use the
term 'forgia'.
7 Locations in 'Evenwode'
(Evenwood) from Bishop Hatfield's Survey
Coltparl, Newrayn, Selycroft, Trowanland, Evenwod, le
Brounsik, Azarlawe, Wodesid, le Newmore, Ramsale, Halmedowe,
Welgarth